Научно-технологическая лаборатория Би Питрон СП
Помогаем предприятиям осваивать новые технологии изготовления деталей из полимерных композиционных материалов

Работаем над инновациями вместе
С момента своего основания в 2014 году Научно-технологическая лаборатория – подразделение ООО «Би Питрон СП» – помогает предприятиям осваивать новые технологии изготовления деталей из полимерных композиционных материалов (ПКМ).
Основное направление – применение ПКМ на основе высокотемпературных термопластичных связующих (суперконструкционные термопласты).
По исходным требованиям заказчика к производимой продукции мы:
Основное направление – применение ПКМ на основе высокотемпературных термопластичных связующих (суперконструкционные термопласты).
По исходным требованиям заказчика к производимой продукции мы:
О компании



Оптимизируем конструкцию изделия
Разрабатываем технологию производства
Проектируем и изготавливаем оборудование
Оборудование
Разрабатываем и изготавливаем оборудование для автоматизации производства изделий из полимерных композиционных материалов, а также поставляем импортное оборудование из КНР и других стран.





Опишите кратко суть вашей задачи
Мы свяжемся с вами и поможем подобрать оптимальное решение!
Нажимая на кнопку, вы принимаете нашу политику конфиденциальности.
Материалы
Поставляем высококачественный препрег на основе термопластичных связующих, в том числе высокотемпературных (PEEK, PPS), и углеродного или стекловолокна.
Поставляемые препреги
| Продукт | Тип волокна | Связующее | Поверхн. плотность, г/м2 | Содержание связующего, % | Ширина ленты, мм | |
|---|---|---|---|---|---|---|
| UD препрег | Углерод | T300/T700/T800 |
PEK PEKK PEEK PPS PC PA6 PSU |
145, 160 | 34 | 6.35 - 600 |
| Стекло | EGL,SGL | 250 | 31 | 6.35 - 600 | ||
| Тканный препрег | Углерод | Полотняное/саржевое/атласное | 200, 240, 280 | 43 | 200 - 1000 | |
| Стекло | Полотняное/саржевое/атласное | 100, 400 | 40 | 200 - 1000 | ||
Технологии
Ваша задача – наша реализация. Разработаем технологию изготовления композитов для обеспечения требуемых характеристик изделий.
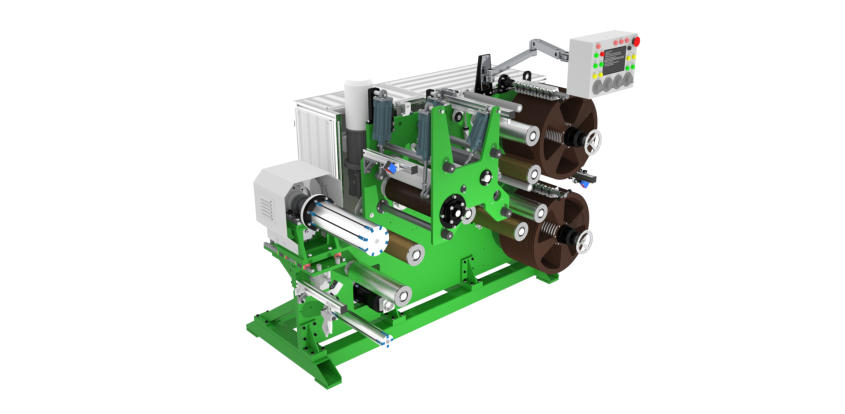
Резка препрегов
Технология резки препрегов применяется для нарезки широкого полотна на ленты различной ширины для последующего использования в роботизированной выкладке намотке. Технология представляет собой продольную резку широкого полотна препрега при помощи дисковых ножей. Использование дисковых ножей и контрножей позволяет получать ленты препрега малой ширины (6, 35 мм) и высокой точности (±0,015 мм) с высокой производительностью (50 м/мин). Исходный материал с бобины подается с определенным натяжением на вал с дисковыми ножами, после чего происходит нарезка на ленты заданной ширины и намотка каждой ленты на приемную бобину.
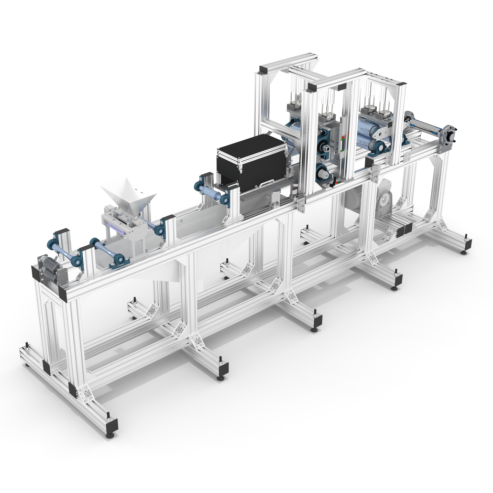
Пропитка препрегов
При производстве деталей из ПКМ применяют полуфабрикат, называемый препрегом. На сегодняшний день существует два метода получения препрегов: сухая и мокрая пропитка. При сухой пропитке термопластичное полимерное связующее в виде порошка наносится на поверхность армирующего наполнителя, после чего полимер расплавляется и вдавливается в армирующий наполнитель. Мокрая пропитка отличается способом нанесения полимерного связующего и отсутствием давления. Из полимера в виде порошка приготавливается эмульсия, затем армирующий наполнитель проходит через ванну с такой эмульсией, отжимается, сушится, расплавляется и затем медленно охлаждается. Мокрый метод применяется преимущественно для производства препрегов на основе термореактивных связующих.
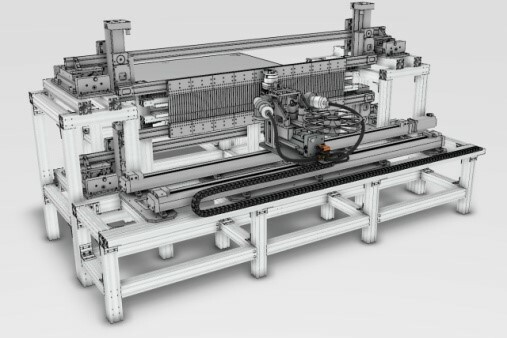
Ультразвуковая сварка
Ультразвуковая сварка – это метод получения неразъемного соединения различных материалов при помощи ультразвуковых колебаний. Ультразвуковая сварка происходит вследствие использования энергии механических колебаний с ультразвуковой частотой свыше 16 кГц и амплитудой колебаний от 0,5 – 50 мкм и приложением необходимого усилия в зону сварки. Для реализации данного метода используются специальные ультразвуковые установки. Метод ультразвуковой сварки является одним из самых эффективных и производительных для создания неразъемных соединений, в том числе деталей из ПКМ на основе термопластичных связующих.
Роботизированная выкладка
Роботизированная выкладка препрега – это процесс формообразования деталей из ПКМ, различной конфигурации: сложнопрофильных, плоских или тел вращения, имеющих сложную структуру армирования. Физика процесса заключается в подаче ленты препрега на технологическую оснастку (форму), локальном подводе тепла, необходимого для расплавления полимерного связующего ленты, и последующего приложения давления для консолидации и охлаждения материала. Процесс выкладки производится в автоматизированном режиме с использованием 6-ти осевого промышленного робота со специальной технологической головкой и не требует последующей полимеризации с применением автоклава или печи.
Наши услуги
Мы оказываем комплексные услуги в области освоения производства деталей из композитов.
Разработка и оптимизация конструкций из полимерных композиционных материалов.
Разработка технологических процессов изготовления деталей из полимерных композиционных материалов.
Проектирование и изготовление специального оборудования и технологической оснастки.
НАШИ ПРЕИМУЩЕСТВА
Разработка
Разработка с соблюдением стандартов ГОСТ РВ, ОСТ, ЕСКД
Разработка с соблюдением стандартов ГОСТ РВ, ОСТ, ЕСКД

Материалы и технологии
Работаем со сложными материалами и перспективными технологиями
Работаем со сложными материалами и перспективными технологиями
Автоматизация
Роботизация и цифровизация технологических процессов
Роботизация и цифровизация технологических процессов
СМК
Система менеджмента качества
Система менеджмента качества
Импортозамещение
Технологическое оборудование отечественного производства
Технологическое оборудование отечественного производства
Партнеры
Сложившаяся кооперация с ведущими НИИ, КБ и заводами
в композитной отрасли
Сложившаяся кооперация с ведущими НИИ, КБ и заводами
в композитной отрасли
Партнеры
Нужна помощь в освоении новых технологий изготовления изделий из полимерных композитов?
Контакты

Научно-технологическая лаборатория – подразделение ООО «Би Питрон СП»
Адрес: Санкт-Петербург, улица Самойловой, д. 5
Тел.: +7 (812) 740-18-00
E-mail: ntl@beepitron.com
Адрес: Санкт-Петербург, улица Самойловой, д. 5
Тел.: +7 (812) 740-18-00
E-mail: ntl@beepitron.com
© ООО «Би Питрон СП»
НАУЧНО-ТЕХНОЛОГИЧЕСКАЯ ЛАБОРАТОРИЯ